您好,欢迎访问 西安喜而沃化工机械设备有限公司!

服务热线
029-86962118
服务热线
029-86962118
电 话:029-86962118
E-mali:office@xasilver.net
邮 编:710200
地 址:西安市高陵区渭阳六路1222号
空冷器(中低压)设备监造大纲
空冷器(中低压)设备监造大纲
1总则
1.1内容和适用范围:
1.1.1本大纲主要规定了采购单位(或使用单位)应对中低压普通空冷器制造过 程进行质量验收检验的基本内容及要求,也可作为委托驻厂监造的依据。
1.1.2本大纲适用于石油、化工、煤化工工业使用的鼓风式空冷器(水平 式、斜顶式)或引风式空冷器;管束及管箱的典型结构型式一般有丝堵式管箱、 可卸盖板式管箱、可卸帽盖式管箱、集合管式管箱等结构。
1.2主要编制依据:
下列标准如有最新版本,其最新版本适用于本大纲。
1.2.1 GB 150—2011《压力容器》;
1.2.2 GB/T 151—2014《热交换器》
1.2.3 NB/T 47007—2018《空冷式热交换器》;
1.2.4 NB/T 47014—2011《承压设备焊接工艺评定》;
1.2.5 NB/T 47015—2011《压力容器焊接规程》;
1.2.6空冷器设计文件;
1.2.7其它相关标准。
2原材料
2.1材料的一般要求:
2.1.1管箱、换热管、翅片材质应符合采购技术协议和NB/T 47007的规定,换热管须选用整根无缝钢管(含翅片管基管),应为相关标准中要求的较高级(或高级)。
2.1.2换热管入口端衬管材质按采购《技术协议》规定执行。
2.1.3丝堵材质应与丝堵板材质相适应,丝堵材料的硬度应比丝堵板稍低,不应使用铸件、空心丝堵。
2.1.4螺柱和螺母材料的选取应符合NB/T 47007的要求;丝堵垫片应为金属垫片,垫片的硬度应低于丝堵板接触面的硬度。
2.2依据采购《技术协议》审核承压件材料(含焊材)质量证明书,材料牌号及规格、锻件级别、供货商等应与采购《技术协议》规定一致。
2.3对承压件材料应进行外观、热处理状态、材料标记检查。
2.4管板、盖板、丝堵板、端板、隔板、换热管等管箱主要承压件的化学成分、机械性能等应与采购《技术协议》规定一致。
2.5翅片管型式应与采购《技术协议》规定一致。
2.6翅片管传热性能试验应满足NB/T 47007的要求。单管传热性能试验及抽查数量按采购《技术协议》或NB/T 47007的规定进行。
2.7翅片与基管的连接应紧密、无松弛。缠绕式翅片管的翅片不得有裂纹、磕碰和倒塌等缺陷;轧制式翅片管翅片根部不得有开裂、磕碰和倒塌等缺陷,翅片顶部开裂深度不得大于翅片高度的1/4。
2.8翅片管基管所用材料除应符合NB/T 47007的规定,还应符合采购《技术协议》的相关规定。
2.8.1基管应逐根以两倍设计压力进行水压试验,基管的拼接应符合NB/ T 47007的规定和釆购《技术协议》的相关规定。
2.8.2基管内外表面不得有裂纹、折叠、轧折、结疤和离层,其它缺陷应打磨清除,打磨深度不应超过公称壁厚的负偏差,实际厚度不应小于壁厚的允许最小值。
2.9所有承压件使用的紧固件(六角螺塞、螺栓和螺母)、接管法兰与紧固件(螺栓和螺母)、丝堵及管箱用垫片应符合NB/T 47007的规定和技术协议的相关规定。
2.10钢结构的制作除应符合NB/T 47007的要求,还应符合GB 50205的规定。
2.11所用焊接材料均应为低氢型,并应符合NB/T 47015的规定。主体焊接材料应保证焊缝的化学成分与主体材料相匹配。
2.12制造过程中的材料代用或技术要求变动,应事先以书面形式征得设计单位或买方同意。
3焊接
3.1承压件的焊接应由持相应类别有效合格证的焊工承担完成,焊工考试应遵循国家质量监督检验检疫总局颁发的TSG Z 6002《特种设备焊接操作人员考 核细则》相关规定。
3.2产品施焊前应根据施工图样、釆购《技术协议》的规定完成焊接工艺评定。
3.3管箱焊接工艺评定试板的力学性能、腐蚀性能试验检验项目、试样数量及热处理状态应满足NB/T 47014和采购《技术协议》的规定。管子与管板连 接焊缝的焊接工艺评定应符合GB 151的规定。
3.4焊前预热、焊后消应力处理按NB/T 47015的规定。Cr - Mo钢焊前应预热,焊后应及时进行消氢或消应力处理。焊接超次返修应报买方审批,所有的返修均应有返修工艺评定支持。
3.5管箱焊接前应制定合理的工艺措施,以减少焊接变形。
3.6管箱的所有受压焊缝应全焊透和全熔合。所有承压焊缝都应是双面焊全焊透或者相当于全焊透的结构。施焊应符合图样和焊接工艺规定,无烧穿、虚焊等缺陷。
3.7 对于不带垫板的单面焊接接头,应采用GTAW或GMAM或SMAW来形成根部焊道。
3.8翅片管与管板连接型式应符合采购《技术协议》规定。采用强度焊接时,施焊前应按GB 151附录B的规定作焊接工艺评定。
3.9翅片管与管板连接前基管两端和管板孔表面应清理干净,不得有影响连接质量的毛刺、铁屑、锈蚀、油污等。
3.10翅片管与管板焊接连接时焊渣及凸出于翅片管内壁的焊瘤均应清除。
3.11翅片管与管板胀接连接时应符合NB/T 47007的相关要求。
3.12焊缝检查:
3.12.1焊缝表面的形状尺寸和外观检查应按GB 150的规定,角焊缝焊脚高度及圆滑过渡应符合图样或采购《技术协议》规定。
3.12.2管端焊后不得有塌陷。焊缝返修应清除缺陷后进行补焊。
3.12.3钢结构的焊缝质量应符合GB 50205相关规定。
4无损检验
4.1应按照国家质量监督检验检疫总局颁发的《锅炉压力容器无损检测人员资格考核与管理规则》对无损检测人员进行考核。无损检测人员只有取得资格 证书后方能承担与资格证书种类及技术等级相应的无损检测工作。
4.2 无损检测要求及验收标准应符合GB 150、技术协议的规定。
4.3所有承压件的无损检测应按施工图样及采购《技术协议》规定进行。
5热处理
5.1所有碳素钢和低合金钢管箱均应作焊后热处理,焊后热处理不包括管子与管板的焊接接头。
5.2焊接的铁素体金属垫片需在焊接后作退火热处理。
5.3管箱热处理后应根据变形情况进行校平。
5.4热处理后焊接接头及热影响区的硬度检测应符合NB/T 47007及釆购 《技术协议》相关规定。
6加工控制
6.1管板、丝堵板的加工应有成熟可行的工艺手段来控制。
6.2管孔毛刺必须清理干净,避免影响管子与管板焊接质量及丝堵的安装和使用。
6.3胀管应采用液压胀管或带有控制扭矩的机械胀管,胀管工艺试件按采购技术协议规定执行。胀接需进行计算拉脱力试验。
6.4管箱制造完毕应清理铁屑、焊渣、油污等。
7几何尺寸及预组装
7.1几何尺寸按施工图样验收。当图纸未规定时,空冷器组装后的公差要求按NB/T 47007的规定执行。
7.2管束外形几何尺寸、平面对角线、直线度应符合采购《技术协议》 规定。
7.3侧梁制作后应进行矫直处理。
7.4所有结构件均应进行喷砂处理,并符合采购《技术协议》相关要求。
7.5管箱整体热处理后应进行箱体几何形状复查,公差要求按NB/T 47007的规定执行。
7.6应进行衬管贴合质量进行检查,衬管长度按采购《技术协议》要求执行。
7.7同规格且同批下料的空冷器零(部)件应按NB/T 47007规定至少进行 1台预组装。
7.8需重叠放置的管束应在制造厂进行重叠预组装,预组装后的各零部件应有明显标记。
8压力试验及运转试验
8.1管束与管板焊接后、胀管前的各项试验应按施工图样和采购《技术协议》规定执行。
8.2 管束的压力试验应按NB/T 47007的规定执行,且保压最少1小时。水压试验应使用洁净水,试验完毕后应立即将水渍吹干。试验压力、水温等要求按GB 150的 规定执行。
8.3丝堵应采用可控制力矩的上紧装置进行旋紧。
8.4风机组件应作平衡试验。轮毂作动平衡,叶片作力矩平衡,其不平衡力矩应符合NB/T 47007规定。
8.5风机叶轮应做1.1倍的超速试验,并符合NB/T 47007规定。超速试验后应检 查叶轮各部位,不得有裂纹、变形和损伤。
8.6风机应作空载运转试验,并符合NB/T 47007规定。,
8.7 噪声测试应按NB/T 47007的规定进行。
9包装及发运
9.1管箱外表面应喷砂处理,达到GB 8923中Sa2. 5级规定的标准。
9.2法兰密封面应采用防护措施。
9.3进出口法兰螺栓和螺母应采取防锈措施。
9.4装车发运前应查看管束与管箱、横梁、侧梁的支撑和管箱的固定情况,以及管口有无损伤、丝堵有无松动。
9.5铭牌、油漆及包装应按NB/T 47007及采购《技术协议》规定执行。
10其它
10.1其它特殊要求按采购《技术协议》规定执行。
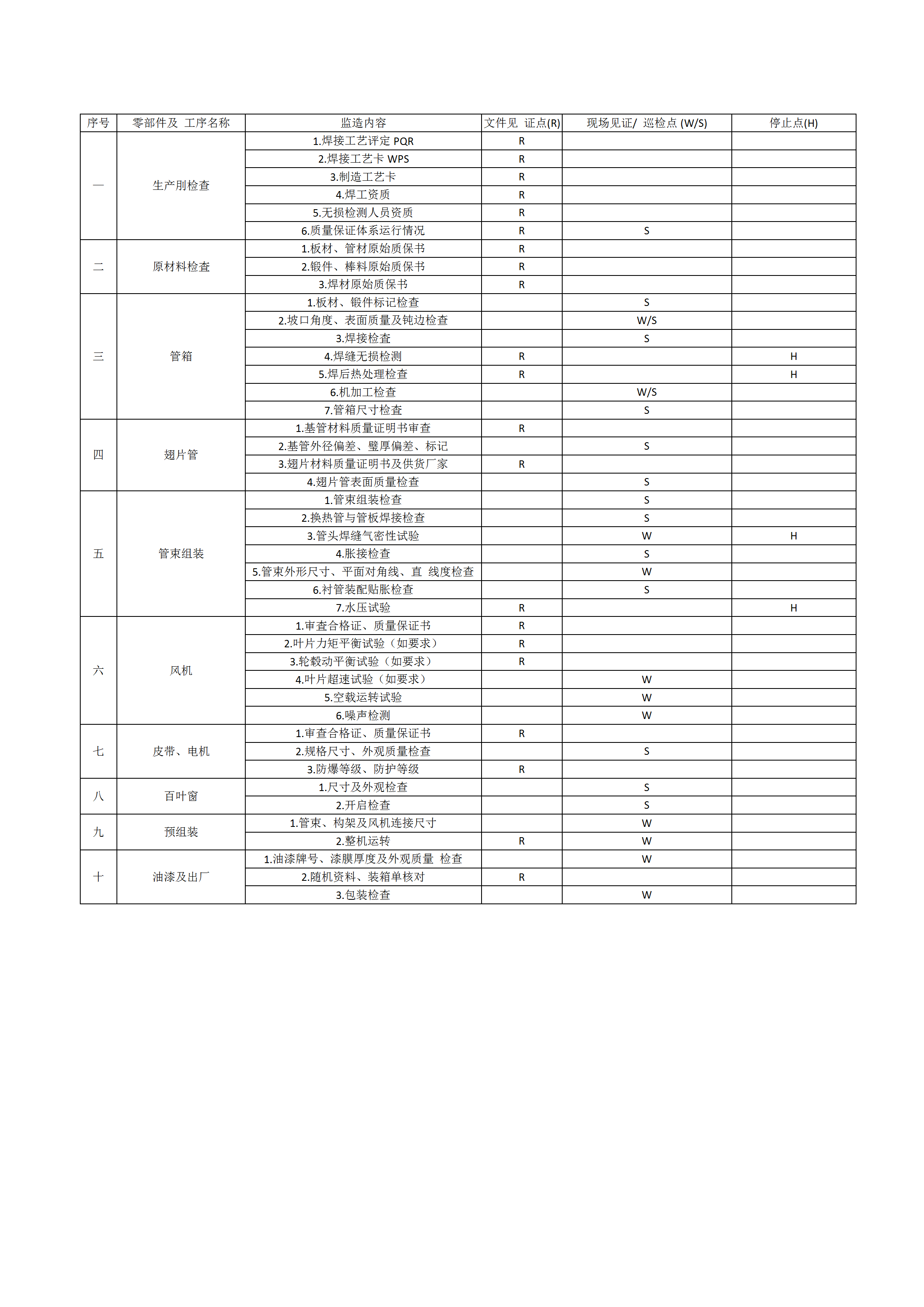
11普通空冷器驻厂监造主要质量控制点
上一篇:空冷器(高压)设备监造大纲
下一篇:无